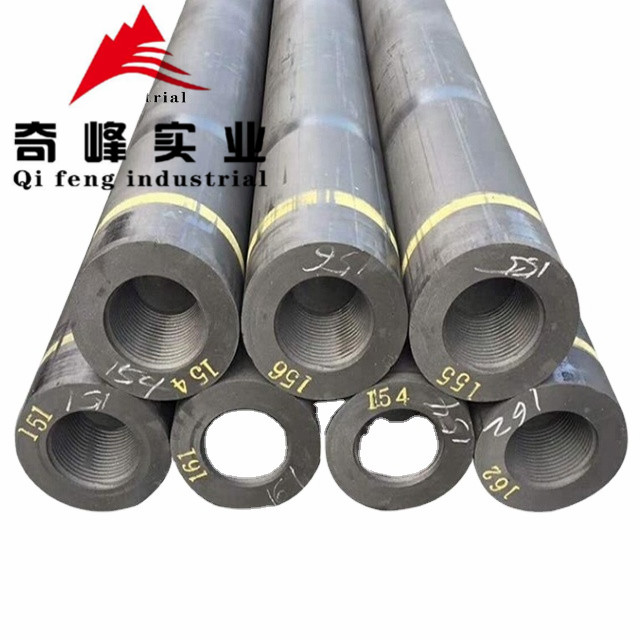
UHP300-600 grafito elektrodai, naudojami plieno gamybos ir aliuminio lydymo krosnyse


Greita informacija:
Kilmės vietaHebei, Kinija (žemyninė dalis)
Prekės ženklasQF
TipasElektrodų blokas
ParaiškaPlieno gamyba / plieno lydymas
Ilgis: 1600–2800 mm
ĮvertinimasUHP (UHP padangos)
Pasipriešinimas (μΩ.m): 4,8–5,8
Tariamas tankis (g/cm³)³ ): 1,68–1,74
Šiluminis plėtimasis (100–600℃) x 10⁻⁶/℃: 1,1–1,4
Lenkimo stipris (MPa): 10–14
PELENAI0,3 % maks.
Spenelio tipas: 3TPI/4TPI/4TPIL
ŽaliavaAdatinis naftos koksas
PranašumasMažas suvartojimo lygis
SpalvaJuoda pilka
Skersmuo:300–600 mm
Tiekimo galimybės

3000 tonų per mėnesį
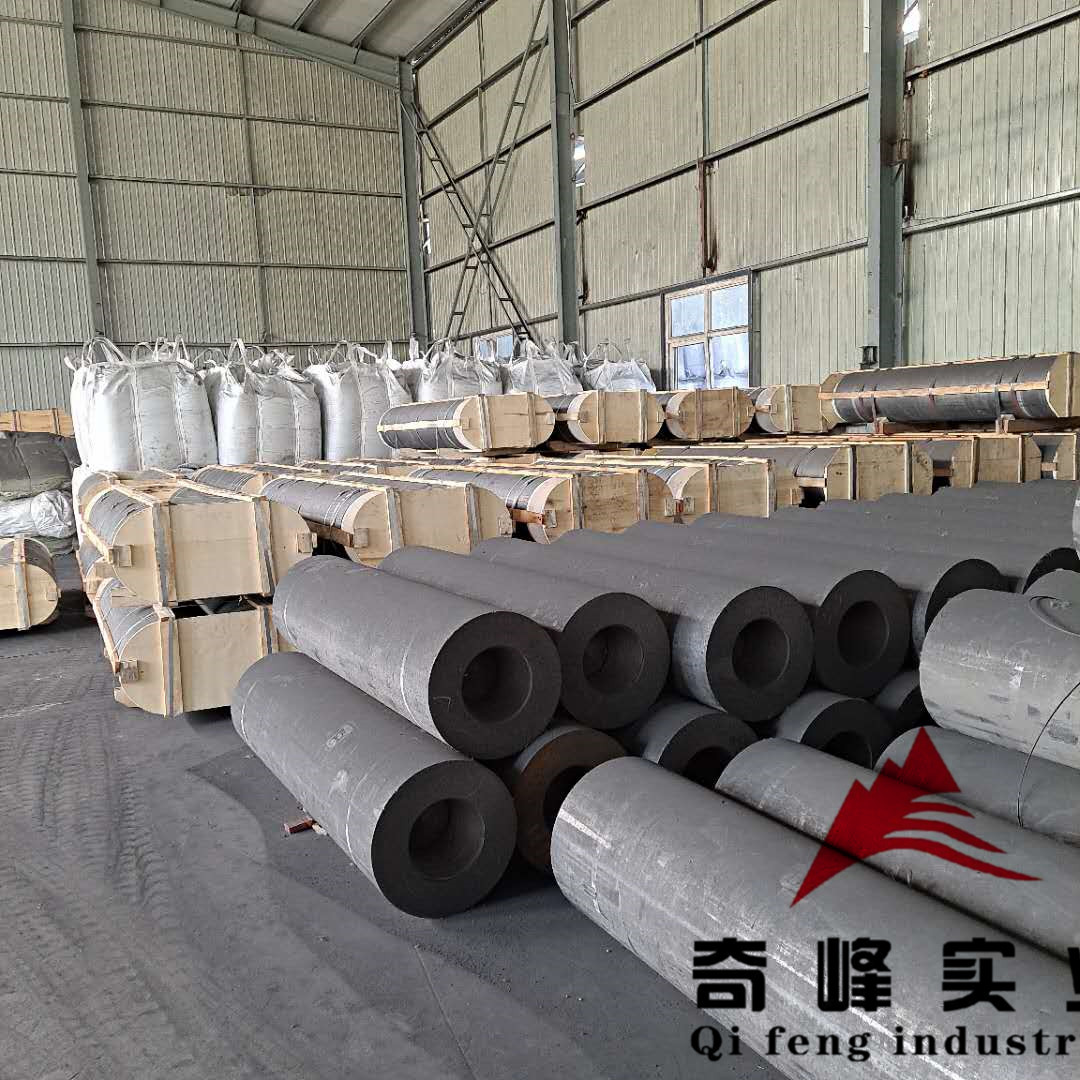
Pakavimas ir pristatymas
Pakuotės detalės:
Standartiniai mediniai padėklai arba pagal kliento reikalavimus.
UostasTiandzino uostas
Privalumas
(1) Grafito elektrodo privalumai yra lengvesnis apdorojimas, didelis išlydžio apdirbimo pašalinimo greitis ir maži grafito nuostoliai, todėl kai kurie grupinio uždegimo mašinų klientai atsisakė vario elektrodo ir vietoj jo pasirinko grafito elektrodą. Be to, kai kurios specialios formos elektrodas negali būti pagamintas iš vario, tačiau grafitą lengviau formuoti, o vario elektrodas yra sunkus ir netinka dideliems elektrodams apdirbti. Šie veiksniai lėmė, kad kai kurie grupinio uždegimo mašinų klientai naudojo grafito elektrodą.
(2) Grafito elektrodą lengviau apdirbti, o apdorojimo greitis akivaizdžiai didesnis nei vario elektrodo. Pavyzdžiui, grafitas apdorojamas frezavimo būdu, kuris yra 2–3 kartus greitesnis nei kiti metalai ir nereikalauja papildomo rankinio apdorojimo, o vario elektrodą reikia šlifuoti rankiniu būdu. Panašiai, jei elektrodui gaminti naudosite greitaeigį grafito apdirbimo centrą, jis bus greitesnis ir efektyvesnis, be to, nekils dulkių problemų. Šiuose procesuose tinkamų kietumo įrankių ir grafito pasirinkimas gali sumažinti įrankių nusidėvėjimą ir vario elektrodo pažeidimus. Lyginant grafito elektrodo ir vario elektrodo frezavimo laiką, grafito elektrodas yra 67 % greitesnis nei vario elektrodo. Atliekant išlydinį apdirbimą įprastomis sąlygomis, grafito elektrodo apdorojimo laikas yra 58 % greitesnis nei vario elektrodo. Dėl to apdorojimo laikas labai sutrumpėja ir sumažėja gamybos sąnaudos.
(3) grafito elektrodo konstrukcija skiriasi nuo tradicinio vario elektrodo. Daugelyje liejimo formų gamyklų, paprastai vario elektrodo grubaus apdorojimo ir apdailos aspektais, rezervuojamas skirtingas metalo kiekis, o grafito elektrodui rezervuojamas beveik toks pat metalo kiekis, todėl sutrumpėja CAD/CAM ir mašininio apdorojimo laikas. Vien dėl šios priežasties pakanka, kad būtų gerokai pagerintas liejimo formos ertmės tikslumas.